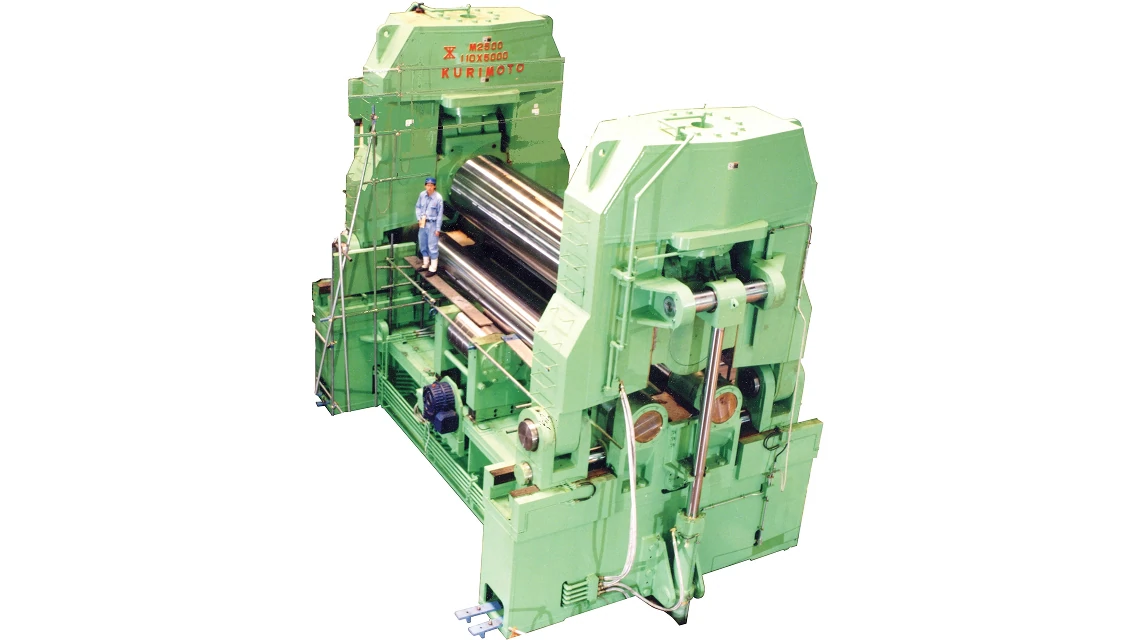
ベンディングロール
機械システム事業部

クリモト式端曲げ機構により真円成形を実現
曲げ工程の流れの中でおこなう高精度端曲げとトップロールのクラウニング加工、バックアップロール調整により薄板から厚板まで広い範囲にわたって高い真円度、円筒度が実現できるトップロール水平移動式ベンディングロールです。
製品の特長

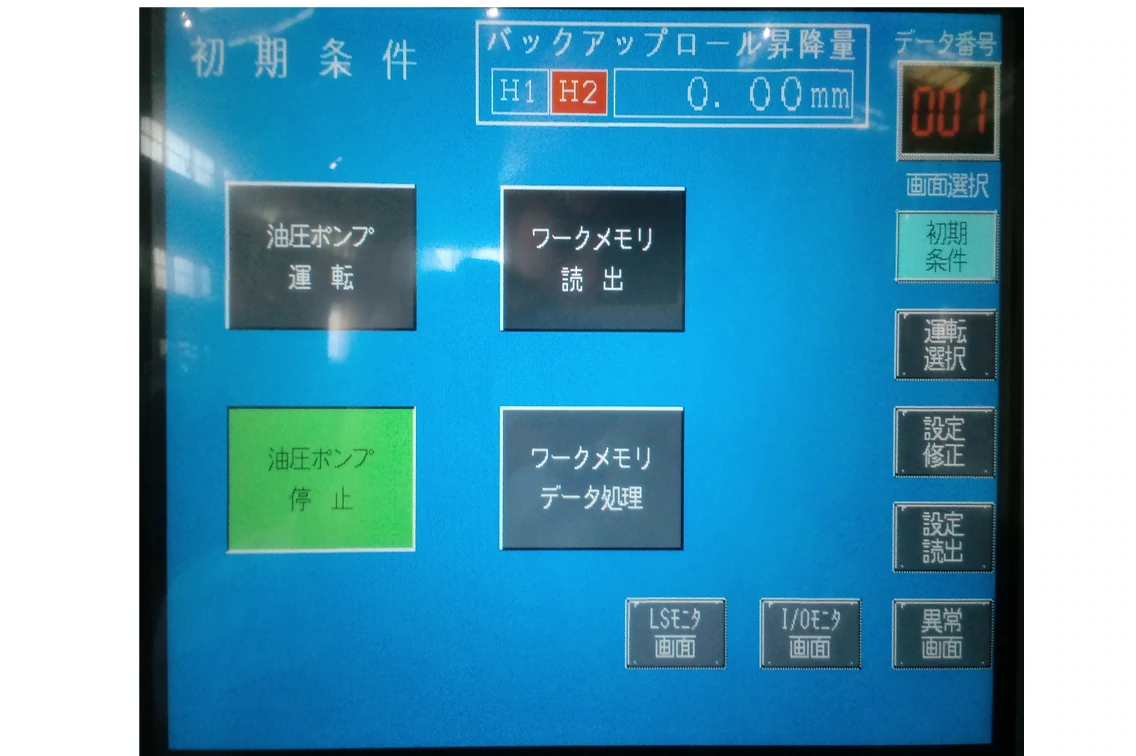
NC制御
材料ワークの情報をタッチパネル上で入力することにより、トップロール操作量が算出され、簡単に操作できます。
高精度端曲げ
NC制御によってトップロールを前後に移動させて鋼板の両端を成形することによりプレス作業と同様に鋼板の端に近い部分まで曲げることができます。

高い真円度、円筒度
トップロールクラウニング、バックアップロールを調整することによってロールのたわみを補正し、高い真円度、円筒度を確保できるので、後工程の作業時間の短縮に貢献します。
高剛性機械構造
加圧能力、対応可能板幅から構造計算された高剛性フレームを採用しました。またトップロール押し下げ加圧構造とし、下部フレームをコンパクトとすることで、基礎工事を簡素化しました。
省エネ・環境負荷低減
作業中断時にはインバーター制御により、ポンプユニットモーターの消費電力を抑制します。
機能
トップロール水平移動端曲げ式
端曲げ部では、自由にクランプ長さを設定でき、最後に加圧しますので、従来のプレスによる端曲げ同様の高精度端曲げがおこなえます。加圧と材料送りを繰り返すことなく、材料ワークの端だけを加圧するので材料を圧延する心配はありません。

-
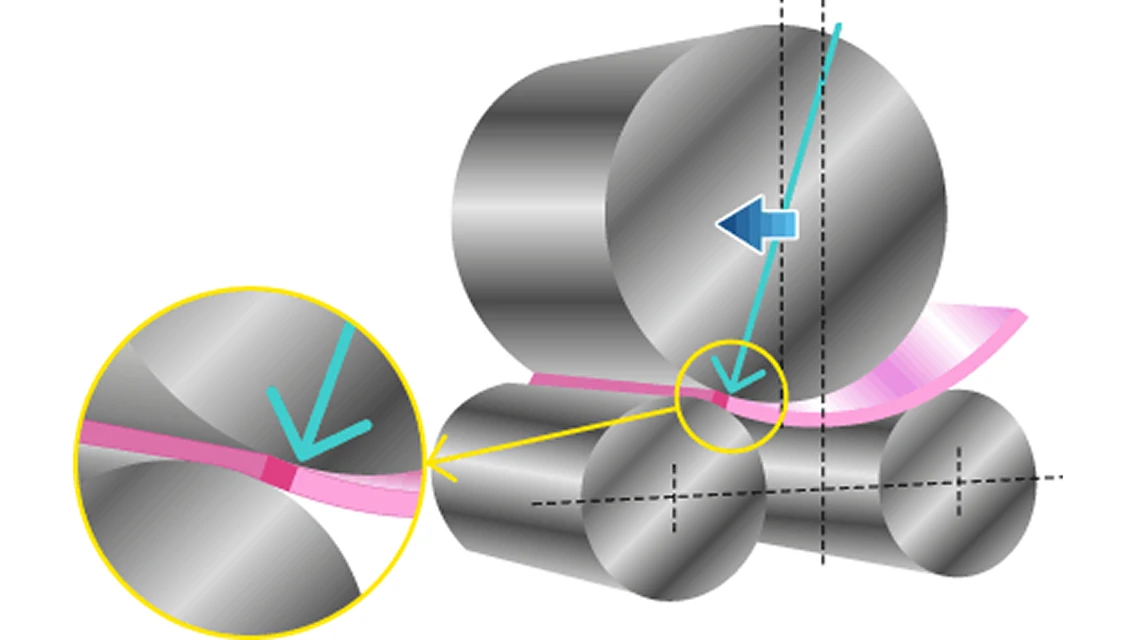
クリモト式端曲げ機構により真円成形を実現
クリモト式端曲げ機構により、高い精度で安定した真円成形を実現します。
成形精度が向上することで、生成後に必要となる溶接や修正などの後工程を大幅に削減でき、全体の作業時間短縮と作業効率の向上に貢献します。端曲げ
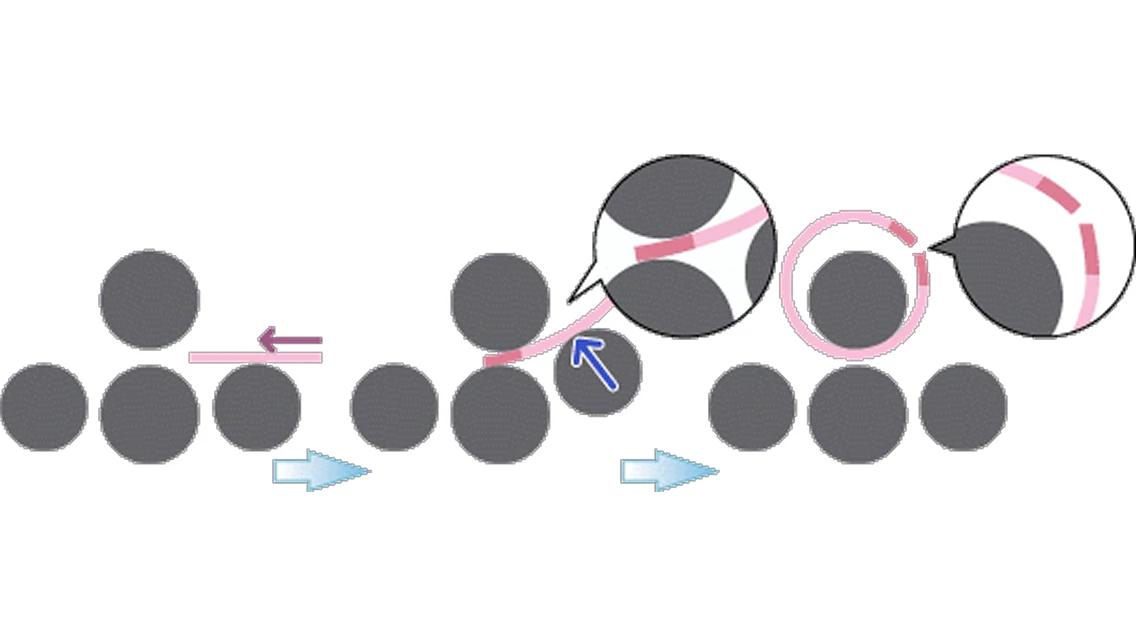
一般的な4本ロールによる成形方法
- 問題点1:板材の両端に必ず平坦部が残ってしまう
- 問題点2:熟練した作業者によってある程度まで端曲げはできるが、4本ロール機では真円に近い端曲げをおこなうことは困難
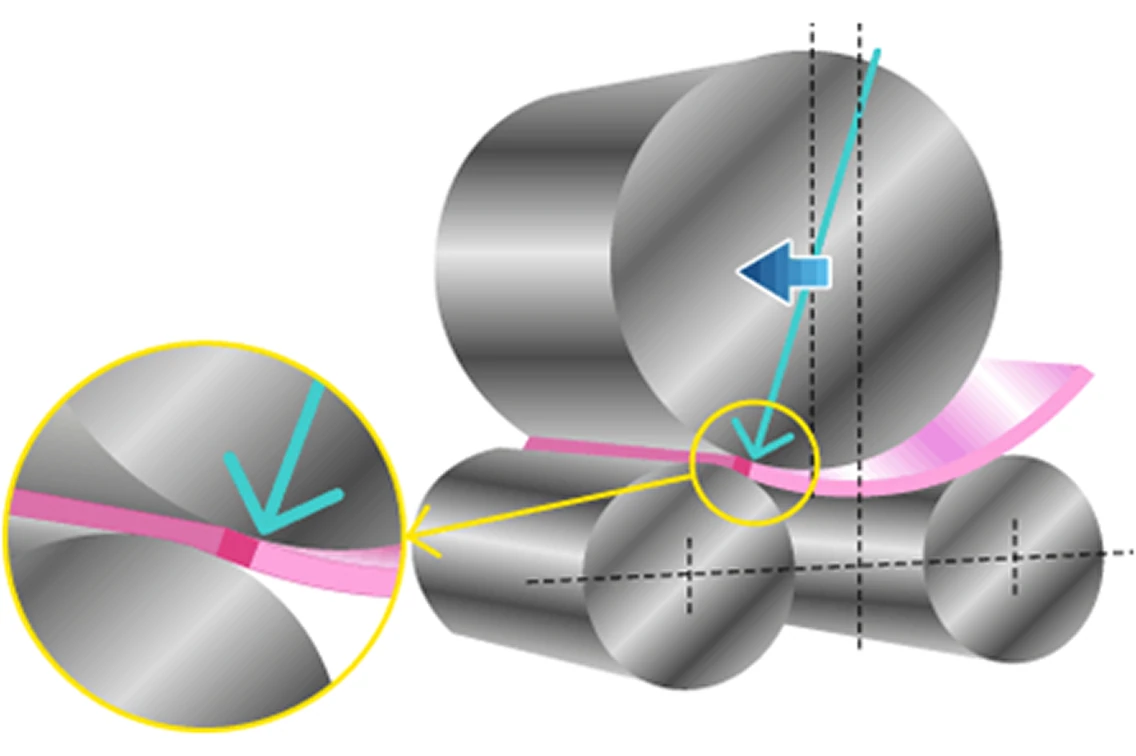
クリモトが提案する、新しい3本ロールによる成形方法
クリモトのベンディングロールは、NC制御によってトップロールを前後に移動させて板材の両端を成形することにより真円に近い成形を作業者を選ばずおこなうことが可能です。
真円度チェックでも接合部分がほぼ100%の真円度が成形されていることがわかります。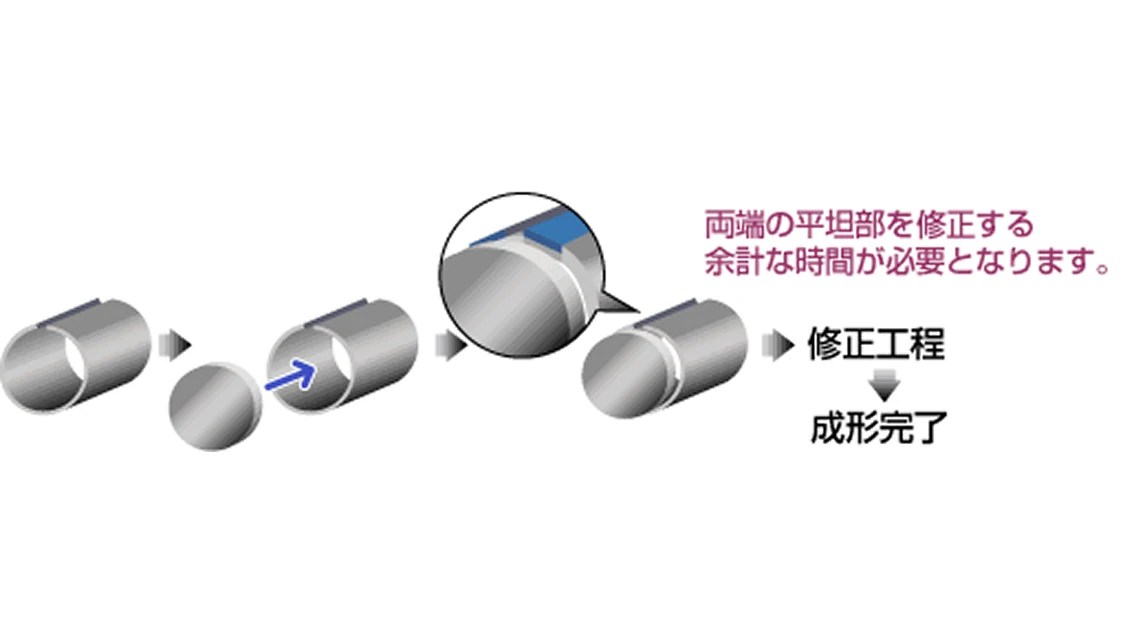
一般的な4本ロールでの成形後 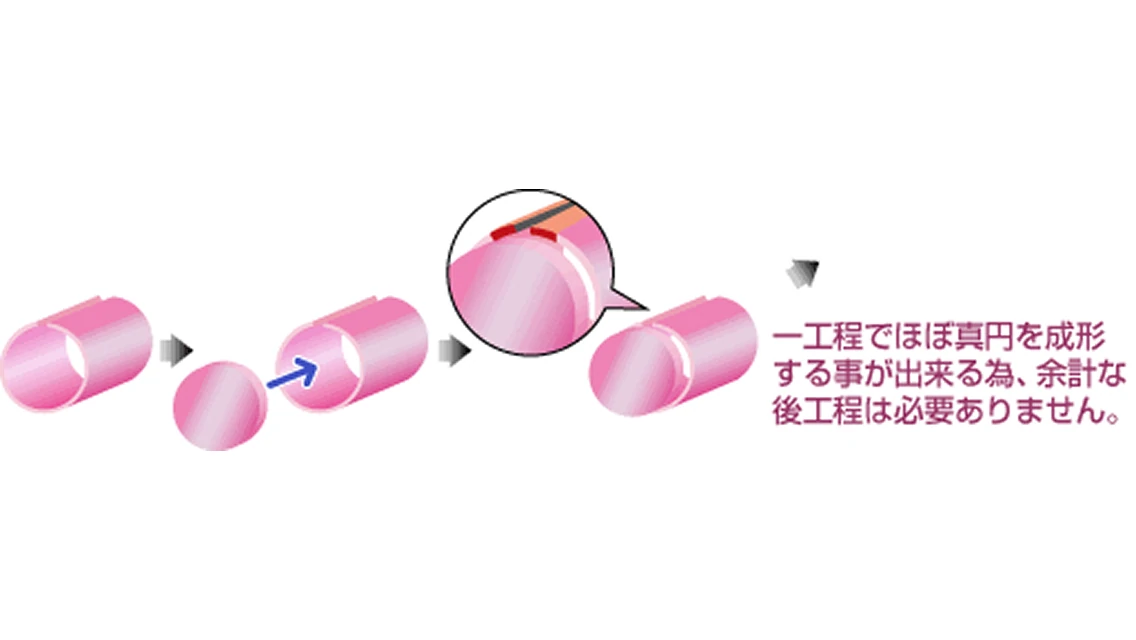
クリモトのベンディングロールでの成形後 NC制御
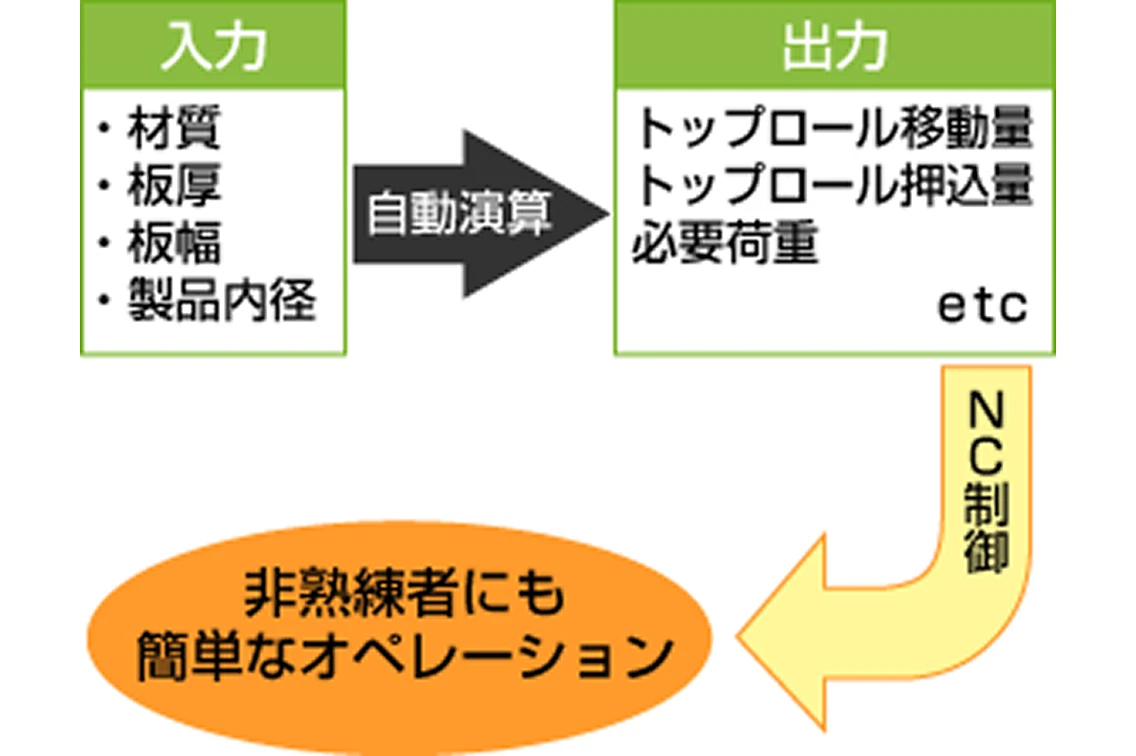
演算機能により「easyオペレーション」を実現
材質、板厚、板幅、内径を入力するだけ。特別な経験は必要ありません。誰でも、簡単に操作できます。
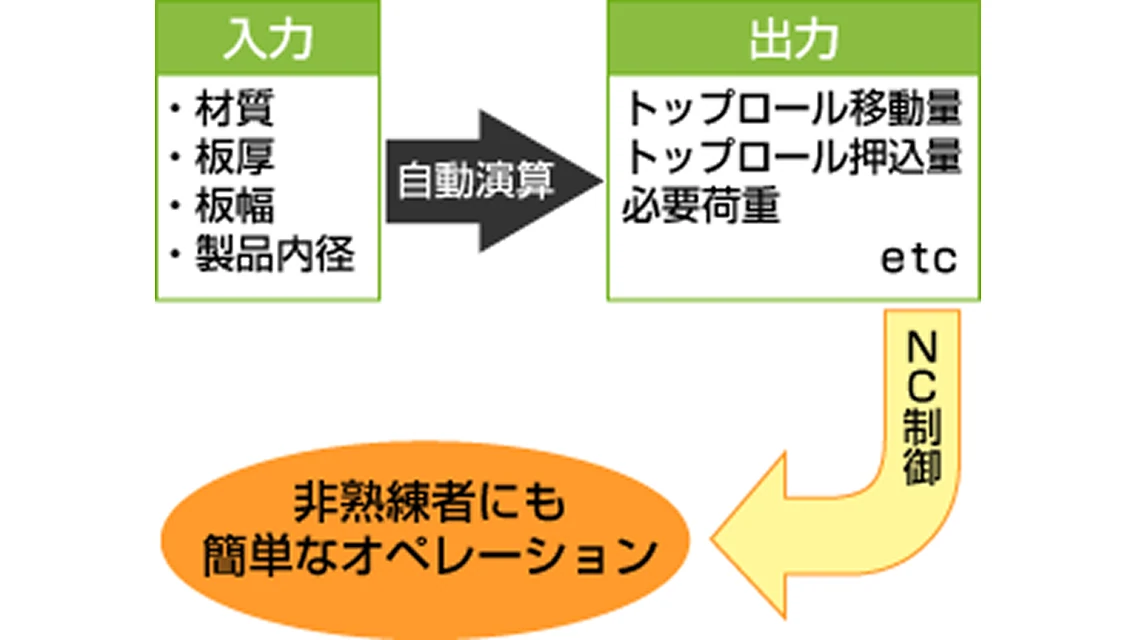
今まで経験とカンに頼っていた操作が、条件値を入力するだけで数値化され、NC制御により熟練者でなくても簡単に操作できます。 
BR制御盤、表示ボックス NC制御
-
製品の材料降伏値・板厚・板幅・内径を操作盤(タッチパネル)に入力
- 内蔵された演算システムによりトップロール位置(Y1~Y4・X1・X2)およびバックアップロール昇降量(H)が演算されます。
- プリセットONにより演算された値での位置制御が(Y1~Y4・X1・X2・H)可能
- 演算されたデーターが100種類保存可能
CNC制御
-
製品の材料降伏値・板厚・板幅・内径を操作盤(タッチパネル)に入力
- 内蔵された演算システムによりトップロール位置(Y1~Y6・X1・X2)・ボトムロール駆動量(Z1~Z6)およびバックアップロール昇降量(H)が演算されます。
- 演算された値での位置制御ができ(Y1~Y6・Z1~Z6・X1・X2・H)、自動運転フローに沿って製品は最後まで成形可能(自動中断機能あり)
-
演算されたデーターが100種類以上保存可能
- Y1:材料クランプ、Y2:R成形 Y3:端曲げ、Y4:補正曲げ、X1・X2:トップロール移動、H:バックアップ昇降量、Z1~Z6:材料移動量(ボトムロール駆動量)
円筒度
クリモトのベンディングロールはバックアップロールを調整することによってロールのたわみを補正し、抜群の円筒度を確保できるので、後工程の作業時間の短縮に貢献します。
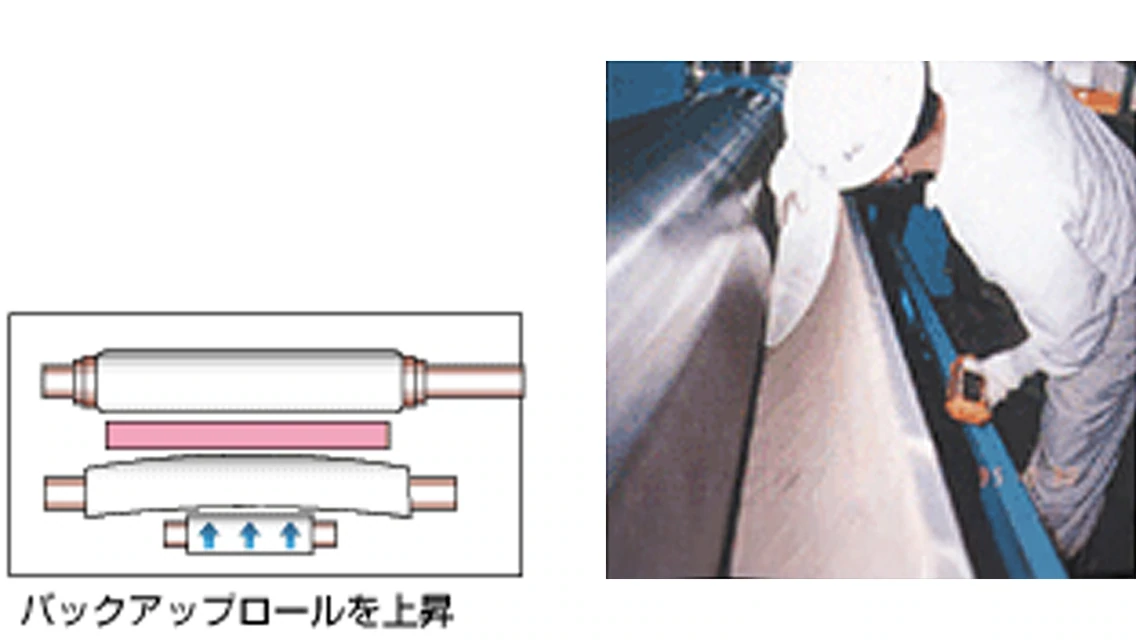
厚板の場合 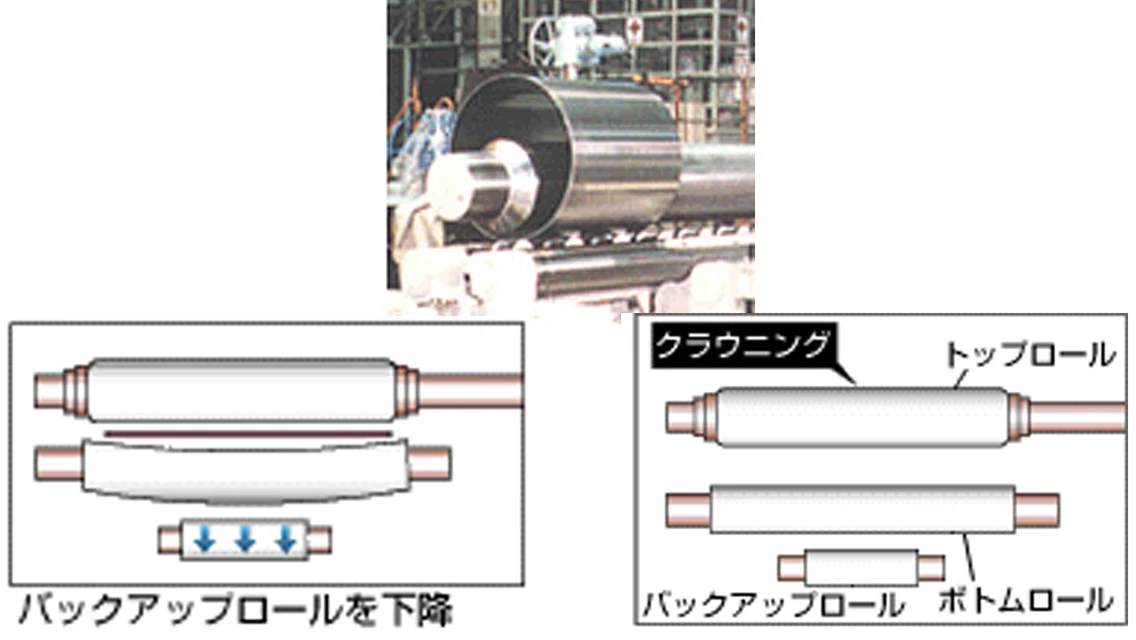
薄板の場合
EASYオペレーションを実現
NC制御
- 半自動NCと全自動NCの2種類ございます。
- 半自動NC(TNC)多品種少量生産に推奨。
- 全自動NC(CNC)多品種大量生産に推奨。
- 対象ワークの情報を入力したら、トップロール移動量、トップロール押し込み量が算出されます。
- 初めて曲げ加工するワークでも短時間で簡単に操作できます。
ポータブル式
トップロールの主シリンダーを押し下げ式にすることで、下部フレームの高さを低減し、材料挿入高さを低く抑えるようにしています。下部フレームは充分な剛性を有しており、アンカーボルトを施工する必要はありません。
仕様
クリモトベンディングロールはお客様の加工ワークに合わせて、機種を決定します。
主となる加工材料の詳細をお知らせください。 曲げ加工に適した最適機種を御提案させていただきます。
| 加圧能力 (x9.8kN) |
板厚(mm) | 板幅 (mm) |
ロール径(mm) | ボトムロール 間隔(mm) |
電動機(kW) | ||||
|---|---|---|---|---|---|---|---|---|---|
| 端曲 | 中央 | トップロール | ボトムロール | 駆動用 | 油圧用 | 移動用 | |||
| (MJ) 25 |
6 4.5 |
8 7 |
1500 2000 |
175 195 |
125 | 160 | 1.5 | 1.5 | 油圧 |
| 30 | 6.5 5.5 |
8.5 7.5 |
1500 2000 |
185 205 |
125 | 160 | 1.5 | 1.5 | 油圧 |
| 37 | 8 6 5.7 |
10 8 8 |
1500 2000 2500 |
205 220 235 |
135 | 180 | 2.2 | 1.5 | 油圧 |
| 45 | 9 7.5 6.5 |
11 10 9 |
1500 2000 2500 |
215 235 245 |
135 | 180 | 2.2 | 1.5 | 油圧 |
| 55 | 8 8 7 |
11 10 9.5 |
2000 2500 3000 |
245 255 275 |
145 | 200 | 3.7 | 2.2 | 油圧 |
| 65 | 10 9 8 |
13 12 11 |
2000 2500 3000 |
250 265 280 |
145 | 200 | 3.7 | 2.2 | 油圧 |
| (MP) 75 |
12 10 9 |
15 14 12 |
2000 2500 3000 |
255 270 290 |
150 | 245 | 3.7 | 2.2 | 0.75 |
| 100 | 13 11 |
16 15 |
2500 3000 |
300 325 |
165 | 270 | 5.5 | 3.7 | 1.5 |
| 130 | 16 14 |
19 18 |
2500 3000 |
330 350 |
180 | 300 | 5.5 | 3.7 | 2.2 |
| 160 | 18 16 14 |
22 20 18 |
2500 3000 3500 |
360 375 390 |
200 | 330 | 7.5 | 5.5 | 2.2 |
| 190 | 21 19 16 |
26 22 19 |
2500 3000 3500 |
380 400 410 |
220 | 360 | 11 | 5.5 | 3.7 |
| 230 | 25 22 19 |
29 27 25 |
2500 3000 3500 |
410 425 440 |
235 | 380 | 15 | 7.5 | 3.7 |
| 270 | 28 25 22 20 |
33 30 28 25 |
2500 3000 3500 4000 |
430 450 470 490 |
250 | 400 | 15 | 7.5 | 3.7 |
| 320 | 30 28 25 22 |
36 32 30 28 |
2500 3000 3500 4000 |
460 480 500 520 |
260 | 420 | 18.5 | 7.5 | 5.5 |
| 380 | 35 32 28 25 |
39 35 32 30 |
2500 3000 3500 4000 |
500 510 530 550 |
275 | 460 | 22 | 11 | 5.5 |
| 430 | 40 35 32 30 |
43 40 40 36 |
2500 3000 3500 4000 |
520 540 560 580 |
290 | 500 | 30 | 11 | 5.5 |
- 曲げ能力は降伏点255N/mm2(JIS SS400規格相当品)で計算しています。
- 製作は板厚110mm、板幅8mまで実績があります。
- 本仕様は改良のため、予告なしに変更することがあります。
- 仕様一覧は機種の一部のみです。
対応板幅(実績)
板幅500~8000mmまでお客様のご要望にお応えします。
- MJシリーズ:25~65ton加圧能力
- MPシリーズ:75~430ton加圧能力
- Mシリーズ:490ton~
活用事例
- 圧力タンク製造業
- 建設機械部品製造業
- 造船部品製造業
- 食品向けタンク(ステンレスタンク)製造業
- 特装車(タンクローリーなど)製造業